Урок №13-14
Тема програми: Виконання ручного дугового, плазмового газового, автоматичного зварювання та наплавлення середньої складності деталей, вузлів та конструкцій з конструкційних сталей, кольорових металів та сплавів, у всіх положеннях шва, крім постільного, автоматичне та механізоване зварювання деталей, вузлів апаратів, конструкцій, трубопроводів з різних сталей, чавуну, кольорових металів та сплавів.
Тема уроку: Технологія зварювання та наплавлення деталей із застосуванням зварювальних автоматів та установок.
Мета уроку:
Ø навчальна: вивчити технологію зварювання та наплавлення деталей із застосуванням зварювальних апаратів та установок;
Ø виховна: формувати творчу працелюбну особистість, поважне ставлення до своєї професії;
Ø розвиваюча: сприяти розвитку пам'яті, технічного мислення, творчого мислення до підходу проблемних питань.
Вид уроку: комбінування.
Тип уроку: урок засвоєння нових знань.
Дидактичне забезпечення: опорний конспект, роздатковий матеріал, стенди.
Методи навчання: словесні (пояснення з елементами бесіди), наочні (демонстрації).
Матеріально-технічне забезпечення: дошка, опорний конспект учня, підручник, ноутбук.
Орієнтовний план проведення уроку:
І. Організаційна частина (3 хв)
ІІ. Актуалізація опорних знань (5 хв)
ІІІ. Повідомлення теми, мети завдань уроку (2 хв)
IV. Вивчення нового матеріалу (30 хв)
V. Підсумок уроку (5 хв)
Хід уроку
І. Організаційна частина.
1. Перевірка присутніх учнів
2. Назначення чергових
ІІ. Актуалізація опорних знань (методом бесіди з'ясову питання):
1. Що таке автоматизоване зварювання?
2. Що таке напівавтоматичне зварювання?
ІІІ. Мотивація навчально-трудової діяльності.
Сьогодні ми ознайомимося з технологією зварювання та наплавлення деталей із застосуванням зварювальних автоматів та установок . Отримані знання та вміння ви зможете застосовувати на практиці.
IV. Повідомлення теми, мети, завдань уроку.
Тема уроку " Технологія зварювання та наплавлення деталей із застосуванням зварювальних автоматів та установок " . На цьому уроці ми ознайомимося з технологією зварювання та наплавлення деталей із застосуванням зварювальних автоматів та установок.
V. Вивчення нового матеріалу.
План вивчення:
1 ) Автоматизовані зварювання: застосування, системи та методик
https://kemppi.in.ua/articles/avtomatuzovane_zvaryvannja.htm
2) Механізоване та автоматичне зварювання
http://weldingtechnologiesbyandrey.blogspot.com/p/03-16.html
3) Роботи для зварювання
https://www.youtube.com/watch?v=nHzkeWaZDyQ
https://kemppi.in.ua/video/video_2.htm
https://www.youtube.com/shorts/HDBsIjj3Xxk
https://www.youtube.com/shorts/673dKh5H6z4
VI. Підсумок уроку.
6.1 Рефлексія
1. Чи всі ви зрозуміли?
2. Тоді дайте відповіді на мої запитання:
1. Що називається автоматичним та напівавтоматичним зварюванням?
2. Для чого призначена автоматизація зварювання?
3. З яких основних частин складається зварювальний напівавтомат?
4. Які переваги забезпечує напівавтоматичне зварювання?
5. На які види поділяються автомати для зварювання?
6. На які види поділяються напівавтомати для зварювання?
7. Що називається зварювальною головкою?
8. Що називається зварювальним трактором?
9. У чому суть напівавтоматичного зварювання у захисному газі?
10. У чому суть автоматичного зварювання під кулею флюсу?
11. Запишіть основні параметри напівавтомата зварювального.
12. З яких частин складається зварювальний трактор?
Оцінювання активності учнів на уроці
Отже, сьогодні на уроці ви ознайомилися з технологією зварювання та наплавлення деталей із застосуванням зварювальних автоматів та установок .
Домашнє завдання
Конспект, І.В. Гуменюк, О.Ф. Іваськів Технологія електродугового зварювання с.134-141
Опорний конспект
1.Автоматизовані зварювання: застосування, системи та методики
Автоматизоване зварювання: застосування, системи та методики
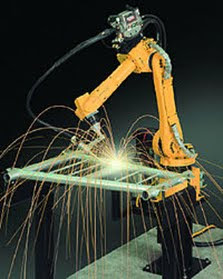
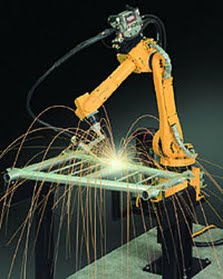
Автоматизоване зварювання – це процес з'єднання двох або більше металевих деталей, де використовують спеціальні зварювальні роботи або автоматичні зварювальні установки. Цей процес - один з найбільш ефективних та точних способів зварювання, що може бути використаний у виробничих та промислових галузях. Роботизоване зварювання — найбільш високотехнологічний варіант автоматизованого процесу, при якому зварювання здійснюють машини, але ця робота все ж таки відбувається під наглядом та управлінням зварювальників. Технологія із застосуванням роботів дозволяє отримувати швидкі та точні результати, а також сприяє скороченню відходів та підвищенню безпеки. Роботи можуть дістатися таких місць, куди неможливо проникнути жодними іншими способами, і в цих точках вони виконують складні зварні шви швидше, ніж при ручному зварюванні, забезпечуючи точність ліній сплавлення. Це дозволяє звільнити час для виробництва продукції та забезпечує більшу гнучкість.

Використовуючи різне виробниче обладнання, можна адаптувати роботів до широкого набору різноманітних процесів зварювання, включаючи дугове, контактне, точкове, лазерне, плазмове зварювання, а також різновиди зварювання TIG та MIG. Головна увага приділяється тому, щоб створити необхідні програми та пристосування для конкретного процесу зварювання.
ПЕРЕВАГИ АВТОМАТИЗОВАНОГО ЗВАРЮВАННЯ
До основних переваг даного виду зварювальних робіт можна віднести такі важливі фактори:
- Економія часу та грошей: автоматизовані зварювальні системи можуть працювати 24/7 без перерв на відпочинок та харчування, що дозволяє скоротити час виконання робіт та зменшити витрати на робочу силу.
- Збільшення продуктивності: зварювальні роботи працюють набагато швидше і точніше, ніж людські оператори, що дозволяє збільшити продуктивність і знизити кількість бракованої продукції.
- Безпека: дані системи зменшують ризик травм та професійних захворювань, пов'язаних із ручним зварюванням, що підвищує безпеку працівників.
- Якість: зварювальні роботи гарантують високу якість зварних з'єднань, оскільки вони забезпечують більш точне та однорідне розподілення тепла та прискіпливіше контролюють процес зварювання.
- Гнучкість: автоматизовані зварювальні системи можуть бути налаштовані на виконання різних типів зварних з'єднань та використання різних видів зварювальних матеріалів, що робить їх гнучкими у використанні.
СФЕРА ЗАСТОСУВАННЯ РОБОТИЗОВАНИХ ЗВАРЮВАЛЬНИХ СИСТЕМ
Завдяки економії часу та високої ефективності у сфері виробництва роботизоване зварювання набуло важливого значення у металообробній та важкій промисловості, особливо в автомобілебудуванні, де застосовується точкове та лазерне зварювання. Роботизоване зварювання найкраще підходить для коротких швів на вигнутих поверхнях, коли необхідно виконувати передбачувані та повторювані дії, що не потребують постійних зсувів та змін у процесі роботи. Завдяки зовнішнім осям робот також підходить для виконання довгих зварних швів, наприклад у суднобудівній промисловості.
Незважаючи на те, що даний вид зварювання застосовується, головним чином, у масовому виробництві, де суттєвими факторами є ефективність та якість, можна створити програми, які підходять для будь-яких цілей. Тому робототехніка використовується і в дрібносерійному виробництві, і навіть для виготовлення одиничних виробів із збереженням високої економічної ефективності.

ОБЛАДНАННЯ ДЛЯ РОБОТИЗОВАНОГО ЗВАРЮВАННЯ
Роботизоване зварювання - це поєднання зварювання, робототехніки, сенсорної технології, систем управління та штучного інтелекту. Серед основних компонентів слід зазначити програмне забезпечення, призначене для виконання певних завдань, зварювальне обладнання для передачі енергії від джерела живлення безпосередньо до місця роботи, а також робота, що використовує обладнання для реалізації процесу зварювання. Технологічні датчики робота визначають параметри процесу зварювання, а його геометричні сенсори дають інформацію про геометрію зварного з'єднання. Отримуючи та аналізуючи вхідну інформацію, що надходить із датчиків, система управління регулює вихідні сигнали для процесу роботизованого зварювання з урахуванням технічних характеристик процедури зварювання, які задані у програмі.
Залежно від передбачуваного застосування робот може являти собою механічну руку-маніпулятор або роботизований портал. Як правило, використовуються промислові роботи, що мають шість осей, з яких три осі припадають на передпліччя та три осі на зап'ястя. При цьому можна перевести зварювальну горілку, змонтовану на зап'ястя, у будь-яке просторове положення, необхідне для зварювання.
Ця система має бути інтегрована з роботом, а зварювальне обладнання має бути сумісним і, бажано, спеціально розробленим для роботизованого зварювання, оскільки в цьому випадку всіма процесами зможе керувати робот.
ОГЛЯД РОБОТИЗОВАНИХ ЗВАРЮВАЛЬНИХ СИСТЕМ Kemppi ДЛЯ ЗВАРЮВАННЯ MIG/MAG
Це комплексна зварювальна система для роботизованого дугового зварювання, що дає можливість інтеграції з будь-яким роботизованим обладнанням. A7 MIG Welder ідеально поєднує пакет технологічних карт, а також зручне керування системою з веб-браузера. У комплект поставки входить зварювальна горілка, механізм подачі дроту, джерело живлення та блок охолодження. Широкий асортимент професійних процесів Wise дозволяє підвищити ефективність виробництва та розширити сферу застосування.

Це модульна система для автоматизованого імпульсного MIG/MAG-зварювання. Вона підвищує гнучкість виробничого процесу, а також пропонує багато інших переваг. Надійне та якісне автоматизоване зварювання, відмінні характеристики зварювальної дуги та швидкий обмін сигналами – і все це KempArc Pulse . Крім того, за допомогою даної системи зварювання можна максимально використовувати потенціал зварювальних процесів Kemppi Wise для автоматизованого зварювання. Вони допомагають підвищити продуктивність при зварюванні тонких листів, а також під час виконання зварювальних робіт у важких умовах.
KempArc Pulse пропонується у цифровому та аналоговому виконанні для інтеграції з різними системами керування автоматизованим зварюванням.

Компактна та потужна система KempArc SYN 500 призначена для синергетичного автоматизованого MIG/MAG-зварювання. Відмінні характеристики дуги гарантують високу якість зварних швів. Роботизований інтерфейс підтримує всі основні протоколи fieldbus. KempArc SYN 500 чудово підходить для рентабельної модернізації систем, а також для виконання зварювальних робіт у важких умовах. Система забезпечує струм зварювання 430 А при робочому циклі 100%. Пропонується у цифровому та аналоговому виконанні для інтеграції з різними системами управління автоматизованим зварюванням.

ТЕХНОЛОГІЯ РОБОТИЗОВАНОГО ЗВАРЮВАННЯ
При роботизованому зварюванні головне значення має програмне забезпечення та правильно запрограмований сам процес. Основні витрати припадають на обладнання, випробування та навчання операторів, тому роботизація зварювального процесу завжди потребує точного планування. Необхідно проаналізувати поточний виробничий процес зварювання, включаючи всі пов'язані з ним операції та витрати. Крім того, слід вивчити питання щодо сумісності обладнання з робототехнікою.
Щоб гарантувати якісне зварювання, потрібні точні технічні характеристики. При автоматичному зварюванні всі шви мають однаковий розмір, тому їх роблять мінімально можливою довжиною. За наявності однакових деталей робот постійно виконує зварювання на тому самому місці. Завдяки заздалегідь заданим програмам, які керують роботом, здійснюється контроль за всіма процесами.
Роботи виконують це завдання на основі інформації, введеної оператором. Однак це завдання необов'язково має вилягати у приварюванні щоразу однієї й тієї ж деталі, оскільки робота можна перепрограмувати. Робот може цілодобово виконувати ті самі дії, але при зміні завдання необхідно внести зміни до програми.
2. Механізоване та автоматичне зварювання
МЕХАНІЗОВАНЕ ТА АВТОМАТИЗОВАНЕ ЗВАРЮВАННЯ
Зростання застосування роботів насамперед обмежувався високою вартістю обладнання та їх обмеженням для високопродуктивних додатків; Проте вже у 2014 році японська корпорація FANUC представила недорогий робот для дугового зварювання, щоб забезпечити невеликих виробників економічним роботизованим дуговим зварюванням.
Роботизація зварювальних робіт торкнулася кількох видів зварювання, серед яких:

Більш потужний, безпечний, гнучкіший і насамперед розумніший. Революційна концепція KR C4 забезпечує міцну основу автоматизації завтрашнього дня. Це зменшує витрати на автоматизацію для інтеграції, технічного обслуговування та обслуговування. Довгострокова ефективність та гнучкість систем збільшуються одночасно. З цієї причини KUKA розробила нову новаторську, чітко структуровану архітектуру системи, яка зосереджується на відкритих та потужних стандартах даних. У цій архітектурі всі інтегровані контролери - від SafetyControl, RobotControl і MotionControl до LogicControl і ProcessControl - мають спільну базу даних та інфраструктуру, яку вони використовують та обмінюються розумно.
COMAU Smart5 NM Arc є 6-осьовим роботом для дугового зварювання зі спеціальним дизайном. Він оснащений потужним контролером C5G. Це робот із середнім навантаженням на зап'ясті, 16 кг, а також розширення: 3100 мм. Завдяки інтегрованій технології порожнистих зап'ястей цей робот забезпечує чудову якість та покращену універсальність. Ця технологія дозволяє з'єднувальним кабелям зварювальної горелки розташовуватися всередині зап'ястя, а споживання енергії зменшується до мінімуму, щоб забезпечити екологічну сумісність, що значно підвищити його продуктивність. Робот інтегрований із відомим зварювальним апаратом Fronius TPS4000 з 400 А номінальної потужності.


Контроль C5G використовує останнє покоління промислового ПК APC820 з технологією процесора Core2 Duo, здатна досягти високої продуктивності при низькому споживанні енергії
· інтерференційні регіони: регіони різних форм можуть бути динамічно визначені, щоб обмежити робочу среду робота;
Робот Motoman EA1900N 6 осей тонкої конструкції, щоб зайняти мало місця. Внутрішня електропроводка та керівний шланг для пальника в центрі зап'ястя, щоб забезпечити кращий доступ до пристроїв та компонентів, забезпечує збільшення тривалості кабелю, скорочує годину циклу та програмування. Ідеально підходить для зварювання додатків високої продуктивності та високої якості. Оснащений контролером NX100, який зменшує витрати на інтеграцію та контролює кілька роботів, уникаючи зіткнень.

NX100 легко обробляє кілька завдань і може керувати до чотирьох роботів плюс зовнішні осі (макс. 36 осей) та пристроїв введення-виводу. Розширений рух керування рухом (ARM) забезпечує високу точність маршруту та керування рухом.
Можливості Motoman EA1900N:
Залежно від ступеня механізації окремих операцій, дугове зварювання може бути автоматичним та механізованим.
Зварювальні шлангові напівавтомати класифікуються:
В автоматах зварювальною головкою називається механізм, який забезпечує підведення зварювального струму до електродної проволоки, збуджує електричну дугу, подає дріт у зону її горіння і зупиняє процес зварювання. Якщо зварювальна головка встановлена нерухомо, а зварювальний виріб обертається чи пересувається, то її називають підвісною . Якщо ж у конструкції головки є механізм для її переміщення, то вона називається самохідною . Головка з механізмом переміщення може пересуватись по спеціальній колії або безпосередньо по зварному виробу.
До складу автомата АД-202 входять механізм подачі з притискним і правильним механізмом, мундштук, слідчий датчик, супорти горизонтального та вертикального переміщення для корегування положення з двигуном приводом постійного стуму, а також бункер для флюсу з пнемо клапаном.
АДФ-1250 призначений для зварювання плавким електродом з'єднань із вуглецевих сталей під флюсом у стик з розробкою кромок і без розробки, кутових швів нахиленим електродом, а також на пускових швів. Останні можуть бути прямолінійними та кільцевими. У процесі роботи трактор переміщується по виробу або по вкладеній на ньому напрямній колії.
Технічні характеристики автомата АДФ-1250:Номінальний зварювальний струм при 1250 Границі регулювання зварювального струму, А 250-1250 Діаметр електродної проволоки, мм 3-6 Швидкість подачі електродної проволоки, м/рік 20-135 Швидкість зварювання, м/рік 15-190 Відстань між осями коліс, мм 37 Колісна колія, мм 290 Вміст касети для проволоки, кг 30 Вміст бункера для флюсу, кг 10 Габаритні розміри, мм:
Довжина 1350 Ширина 685 Висота 915 Маса трактора без електродної проволоки, кг не більше 145
Автоматичне та напівавтоматичне зварювання під флюсом проводитиметься при горизонтальному положенні виробу. Можливе зварювання знизу вгору (на підйом) або зверху вниз (на спуск).
При зварюванні на спуск розплавлень метал підтікає під дугу, що призводить до збільшення толщини прошарку рідкого металу. При цьому глибина провару зменшується. Зварювання на спуск дозволяє збільшити швидкість зварювання при якісному формуванні шва. Невелика глибина провару дозволяє застосовувати цей спосіб при зварюванні тонкого металу. При куті нахилу понад 15-20° відбувається сильне розтікання електродного металу, який натікає на поверхню зварного виробу, але не сплавляється з ним.
Зварювання під флюсом є найпоширенішим видом механізованого дугового зварювання металів. Цей спосіб дозволяє замінити тяжку роботу зварників ручного дугового зварювання і водночас, внаслідок більш високої продуктивності (можливості використання більшого за величиною зварювального струму) та деяких технологічних переваг, змінити технологію виробництва у багатьох галузях промисловості.
Відсутність жорсткого зв'язку між елементами автомата забезпечує невелику масу головки і дає змогу розміщувати ці елементи на відстані від зони зварювання. АД-202 зручний в експлуатації. Система керування автомата дозволяє здійснювати програмування збудження. дуги та заварювання кратера, плавне регулювання швидкості подачі, підключення до системи керування інших верстатів і ліній, а також до зовнішнього програмуючого пристрою. переміщення для корегування положення з двигуном приводом постійного стуму, а також бункер для флюсу з пнемо клапаном.
Зварювальний трактор оснащено двома бункерами для флюсу: один бункер використовують для зварювання вертикальним електродом, а інший для зварювання нахиленим електродом. Товщину флюсу встановлюють вертикальним переміщенням патрубка, за яким флюс подається на розробку кромок. Якщо стиковий шов зварюють без розробки кромок, трактор направляють уручну. Якщо зварюють шов з розробкою кромок, то на одну із штанг підвіски встановлюють копір, який складається з двох послідовно розташованих роликів. Останні при зварюванні котяться по розробці кромок і тим самим спрямовують трактор повдоль шва. При зварюванні швів «у човник» копірувальним елементом служить закріплений на штанзі ролик, який котиться по куту зварного шва. Трактор має три кнопковий пульт керування. Крім того є додатковий пульт керування, який використовується при зварюванні швів на циліндричних виробах (котлі, цистерні, резервуари) для керування електродвигуном стенду, на якому обертається зварний виріб.


Контроль C5G використовує останнє покоління промислового ПК APC820 з технологією процесора Core2 Duo, здатна досягти високої продуктивності при низькому споживанні енергії
Номінальний зварювальний струм при ПВ = 100%, А | 1250 |
Границі регулювання зварювального струму, А | 250-1250 |
Діаметр електродної проволоки, мм | 3-6 |
Швидкість подачі електродної проволоки, м/рік | 20-135 |
Швидкість зварювання, м/рік | 15-190 |
Відстань між осями коліс, мм | 37 |
Колісна колія, мм | 290 |
Вміст касети для проволоки, кг | 30 |
Вміст бункера для флюсу, кг | 10 |
Габаритні розміри, мм: | |
Довжина | 1350 |
Ширина | 685 |
Висота | 915 |
Маса трактора без електродної проволоки, кг | не більше 145 |


Немає коментарів:
Дописати коментар